-
 08.00 s/d 20.45
08.00 s/d 20.45

|
Pencetakan 3D atau manufaktur aditif adalah proses pembuatan benda padat tiga dimensi dari file digital. Penciptaan objek cetak 3D dicapai dengan menggunakan proses aditif. Dalam proses aditif, sebuah objek dibuat dengan meletakkan lapisan material yang berurutan sampai objek dibuat. Masing-masing lapisan ini dapat dilihat sebagai penampang objek yang diiris tipis. Pencetakan 3D adalah kebalikan dari manufaktur subtraktif yang memotong / melubangi sepotong logam atau plastik dengan misalnya mesin penggilingan. Pencetakan 3D memungkinkan Anda menghasilkan bentuk kompleks dengan menggunakan bahan yang lebih sedikit daripada metode manufaktur tradisional. Bagaimana Cara Kerja Pencetakan 3D? Semuanya dimulai dengan model 3D. Anda dapat memilih untuk membuatnya dari awal atau mengunduhnya dari 3D library. Perangkat Lunak 3D Ada banyak perangkat lunak berbeda yang tersedia. Dari kelas industri hingga open source. Banyak yang merekomendasikan pemula untuk memulai dengan Tinkercad . Tinkercad gratis dan berfungsi di browser Anda, Anda tidak perlu menginstalnya di komputer Anda. Bagi pemula Tinkercad menawarkan pelajaran dan memiliki fitur bawaan untuk mengekspor model Anda sebagai file yang dapat dicetak misalnya .STL atau .OBJ. Sekarang setelah Anda memiliki file yang dapat dicetak, langkah selanjutnya adalah menyiapkannya untuk printer 3D Anda. Ini disebut irisan. Slicing: Dari file yang dapat dicetak ke Printer 3D Slicing pada dasarnya berarti mengiris model 3D menjadi ratusan atau ribuan lapisan dan dilakukan dengan slicing software . Ketika file yang di slice, itu siap untuk dicetak di printer 3D, Andadapat memasukkan file ke printer Anda melalui USB, SD atau Wi-Fi. File yang telah di slice sekarang siap untuk dicetak 3D lapis demi lapis . Industri Percetakan 3D Adopsi pencetakan 3D telah mencapai massa kritis karena mereka yang belum mengintegrasikan manufaktur aditif di suatu tempat dalam rantai pasokan mereka sekarang menjadi bagian dari minoritas yang terus menyusut. Di mana pencetakan 3D hanya cocok untuk pembuatan prototipe dan manufaktur satu kali pada tahap awal, sekarang dengan cepat berubah menjadi teknologi produksi . Sebagian besar permintaan pencetakan 3D saat ini bersifat industri. Acumen Research and Consulting memperkirakan pasar pencetakan 3D global akan mencapai $41 miliar pada tahun 2026. Seiring perkembangannya, teknologi pencetakan 3D ditakdirkan untuk mengubah hampir setiap industri besar dan mengubah cara kita hidup, bekerja, dan bermain di masa depan. Contoh Pencetakan 3D Pencetakan 3D mencakup banyak bentuk teknologi dan bahan karena pencetakan 3D digunakan di hampir semua industri yang dapat Anda pikirkan. Sangat penting untuk melihatnya sebagai sekelompok industri yang beragam dengan segudang aplikasi yang berbeda . Beberapa contoh:
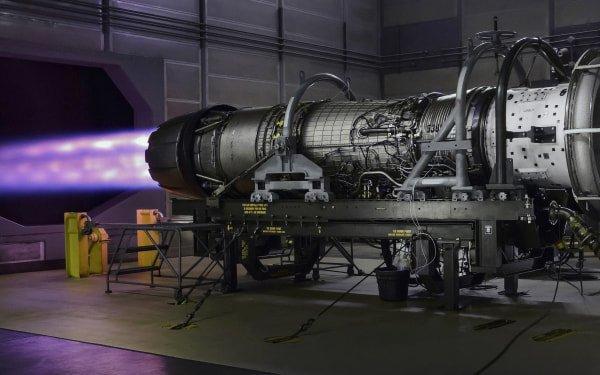
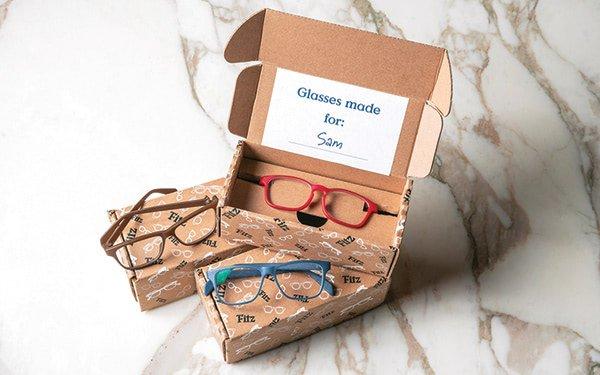
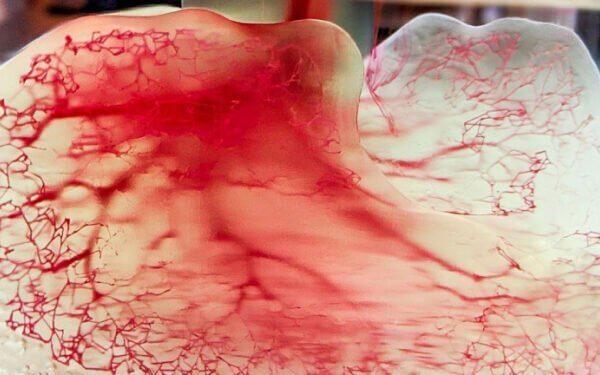
Pembuatan Prototipe Cepat & Manufaktur Cepat Perusahaan telah menggunakan printer 3D dalam proses desain mereka untuk membuat prototipe sejak akhir tahun tujuh puluhan. Menggunakan printer 3D untuk tujuan ini disebut prototipe cepat . Mengapa menggunakan Printer 3D untuk Rapid Prototyping? Singkatnya: cepat dan relatif murah. Dari ide, ke model 3D hingga memegang prototipe di tangan Anda adalah hitungan hari, bukan minggu. Iterasi lebih mudah dan lebih murah untuk dibuat dan Anda tidak memerlukan cetakan atau alat yang mahal. Selain prototipe cepat, pencetakan 3D juga digunakan untuk pembuatan cepat . Manufaktur cepat adalah metode manufaktur baru di mana bisnis menggunakan printer 3D untuk manufaktur kustom jangka pendek / batch kecil. Otomotif Pabrikan mobil telah lama menggunakan pencetakan 3D. Perusahaan otomotif mencetak suku cadang, peralatan, jig dan perlengkapan tetapi juga suku cadang penggunaan akhir. Pencetakan 3D telah memungkinkan manufaktur sesuai permintaan yang menyebabkan tingkat stok lebih rendah dan telah memperpendek siklus desain dan produksi. Penggemar otomotif di seluruh dunia menggunakan suku cadang cetak 3D untuk merestorasi mobil tua. Salah satu contohnya adalah ketika para insinyur Australia mencetak suku cadang untuk menghidupkan kembali Delage Type-C . Dalam melakukannya, mereka harus mencetak bagian-bagian yang tidak diproduksi selama beberapa dekade. Penerbangan Industri penerbangan menggunakan pencetakan 3D dalam berbagai cara. Contoh berikut menandai tonggak sejarah manufaktur pencetakan 3D yang signifikan: GE Aviation telah mencetak 3D 30.000 nozel bahan bakar kobalt-krom untuk mesin pesawat LEAP-nya. Mereka mencapai tonggak sejarah itu pada Oktober 2018, dan mengingat bahwa mereka menghasilkan 600 per minggu pada empat puluh printer 3D, kemungkinan itu jauh lebih tinggi daripada sekarang. Sekitar dua puluh bagian individu yang sebelumnya harus dilas bersama-sama dikonsolidasikan menjadi satu komponen cetak 3D yang beratnya 25% lebih ringan dan lima kali lebih kuat. Mesin LEAP adalah mesin terlaris di industri kedirgantaraan karena tingkat efisiensinya yang tinggi dan GE menghemat $3 juta per pesawat dengan mencetak 3D nozel bahan bakar, jadi satu bagian cetakan 3D ini menghasilkan keuntungan finansial ratusan juta dolar. Nozel bahan bakar GE juga masuk ke Boeing 787 Dreamliner, tapi itu bukan satu-satunya bagian yang dicetak 3D di 787. Fitting struktural sepanjang 33 sentimeter yang menahan dapur belakang ke badan pesawat dicetak 3D oleh perusahaan bernama Norsk Titanium. Norsk memilih untuk berspesialisasi dalam titanium karena memiliki rasio kekuatan-terhadap-berat yang sangat tinggi dan agak mahal, yang berarti pengurangan limbah yang dimungkinkan oleh pencetakan 3D memiliki dampak keuangan yang lebih signifikan daripada dibandingkan dengan logam yang lebih murah di mana biaya limbah materialnya rendah. lebih mudah diserap. Daripada mensinter serbuk logam dengan laser seperti kebanyakan printer 3D logam, Norsk Merke 4 menggunakan busur plasma untuk melelehkan kawat logam dalam proses yang disebut Rapid Plasma Deposition (suatu bentuk Deposisi Energi Terarah) yang dapat menyimpan hingga 10kg titanium per jam. Bagian titanium 2kg umumnya membutuhkan 30kg blok titanium untuk mengolahnya, menghasilkan 28kg limbah, tetapi pencetakan 3D bagian yang sama hanya membutuhkan 6kg kawat titanium. Konstruksi Apakah mungkin untuk mencetak bangunan? - ya itu. Rumah cetak 3D sudah tersedia secara komersial. Beberapa perusahaan mencetak suku cadang pabrikan dan yang lainnya melakukannya di tempat. Sebagian besar cerita pencetakan beton yang kami lihat di situs web ini berfokus pada sistem pencetakan beton skala besar dengan nozel yang cukup besar untuk laju aliran yang besar. Ini bagus untuk meletakkan lapisan beton dengan cara yang cukup cepat dan berulang. Tetapi untuk pekerjaan beton yang benar-benar rumit yang memanfaatkan sepenuhnya kemampuan pencetakan 3D memerlukan sesuatu yang sedikit lebih gesit, dan dengan sentuhan yang lebih halus. Produk konsumer Ketika kami pertama kali menulis blog tentang pencetakan 3D pada tahun 2011, pencetakan 3D belum siap untuk digunakan sebagai metode produksi untuk volume besar. Saat ini ada banyak contoh produk konsumen cetak 3D penggunaan akhir. Alas Kaki Rentang 4D Adidas memiliki midsole yang sepenuhnya dicetak 3D dan dicetak dalam volume besar. Kami membuat artikel saat itu , menjelaskan bagaimana Adidas pada awalnya hanya merilis 5.000 pasang sepatu ke publik, dan menargetkan untuk menjual 100.000 pasang desain AM pada tahun 2018. Dengan iterasi sepatu terbaru mereka, tampaknya mereka telah melampaui tujuan itu, atau sedang dalam perjalanan untuk melampauinya. Sepatu tersebut tersedia di seluruh dunia dari toko Adidas lokal dan juga dari berbagai outlet online pihak ketiga. Kacamata Pasar kacamata cetak 3D diperkirakan mencapai $3,4 miliar pada tahun 2028. Bagian yang meningkat pesat adalah bingkai penggunaan akhir. Pencetakan 3D adalah metode produksi yang sangat cocok untuk bingkai kacamata karena pengukuran individu mudah diproses pada produk akhir. Tapi tahukah Anda bahwa lensa cetak 3D juga memungkinkan? Lensa kaca tradisional tidak mulai tipis dan ringan; mereka dipotong dari blok material yang jauh lebih besar yang disebut blank, sekitar 80% di antaranya terbuang sia-sia. Ketika kita mempertimbangkan berapa banyak orang yang memakai kacamata dan seberapa sering mereka perlu mendapatkan kacamata baru, 80% dari jumlah itu adalah pemborosan. Selain itu, lab harus menyimpan banyak inventaris kosong untuk memenuhi kebutuhan visi kustom klien mereka. Akhirnya, bagaimanapun, teknologi pencetakan 3D telah cukup maju untuk menyediakan lensa mata kustom berkualitas tinggi, menghilangkan pemborosan dan biaya persediaan di masa lalu. Printer 3D Luxexcel VisionEngine menggunakan monomer akrilat yang dapat disembuhkan dengan UV untuk mencetak dua pasang lensa per jam yang tidak memerlukan pemolesan atau pemrosesan pasca apa pun. Perhiasan Ada dua cara memproduksi perhiasan dengan printer 3D. Anda dapat menggunakan proses produksi langsung atau tidak langsung. Langsung mengacu pada penciptaan objek langsung dari desain 3D sedangkan manufaktur tidak langsung berarti bahwa objek (pola) yang dicetak 3D akhirnya digunakan untuk membuat cetakan untuk casting investasi. Kesehatan Bukan hal yang aneh akhir-akhir ini untuk melihat berita utama tentang implan cetak 3D. Seringkali, kasus-kasus tersebut bersifat eksperimental, yang dapat membuatnya tampak seperti pencetakan 3D masih merupakan teknologi pinggiran di sektor medis dan perawatan kesehatan, tetapi bukan itu masalahnya lagi. Selama dekade terakhir, lebih dari 100.000 penggantian pinggul telah dicetak 3D oleh GE Additive. Delta-TT Cup yang dirancang oleh Dr. Guido Grappiolo dan LimaCorporate terbuat dari Titanium Trabecular, yang dicirikan oleh struktur sel heksagonal tiga dimensi reguler yang meniru morfologi tulang trabecular. Struktur trabekular meningkatkan biokompatibilitas titanium dengan mendorong pertumbuhan tulang ke dalam implan. Beberapa implan Delta-TT pertama masih berfungsi lebih dari satu dekade kemudian. Komponen perawatan kesehatan cetak 3D lainnya yang berfungsi dengan baik agar tidak terdeteksi adalah alat bantu dengar. Hampir setiap alat bantu dengar dalam 17 tahun terakhir telah dicetak 3D berkat kolaborasi antara Materialize dan Phonak. Phonak mengembangkan Rapid Shell Modeling (RSM) pada tahun 2001. Sebelum RSM, membuat satu alat bantu dengar membutuhkan sembilan langkah melelahkan yang melibatkan pembuatan tangan dan pembuatan cetakan, dan hasilnya seringkali tidak pas. Dengan RSM, seorang teknisi menggunakan silikon untuk membuat kesan pada saluran telinga, kesan itu dipindai 3D, dan setelah beberapa penyesuaian kecil, model tersebut dicetak 3D dengan printer 3D resin. Elektronik ditambahkan dan kemudian dikirim ke pengguna. Dengan menggunakan proses ini, ratusan ribu alat bantu dengar dicetak 3D setiap tahun. Dental Dalam industri kedokteran gigi, kami melihat cetakan untuk pelurus bening mungkin merupakan objek cetakan 3D paling banyak di dunia. Saat ini, cetakan dicetak 3D dengan proses pencetakan 3D berbasis resin dan bubuk , tetapi juga melalui pengaliran material. Mahkota dan gigi palsu sudah langsung dicetak 3D, beserta panduan bedahnya. Pencetakan biologis Pada awal dua ribu teknologi pencetakan 3D telah dipelajari oleh perusahaan biotek dan akademisi untuk kemungkinan digunakan dalam aplikasi rekayasa jaringan di mana organ dan bagian tubuh dibangun menggunakan teknik inkjet. Lapisan sel hidup diendapkan ke media gel dan perlahan-lahan dibangun untuk membentuk struktur tiga dimensi. Kami menyebut bidang penelitian ini dengan istilah: bio-printing . Makanan Manufaktur aditif menginvasi industri makanan sejak lama. Restoran seperti Food Ink dan Melisse menggunakan ini sebagai nilai jual yang unik untuk menarik pelanggan dari seluruh dunia. Pendidikan Pendidik dan siswa telah lama menggunakan printer 3D di kelas. Pencetakan 3D memungkinkan siswa untuk mewujudkan ide-ide mereka dengan cara yang cepat dan terjangkau. Sementara gelar khusus manufaktur aditif cukup baru , universitas telah lama menggunakan printer 3D dalam disiplin ilmu lain. Ada banyak kursus pendidikan yang dapat diambil untuk terlibat dengan pencetakan 3D. Universitas menawarkan kursus tentang hal-hal yang berdekatan dengan pencetakan 3D seperti CAD dan desain 3D, yang dapat diterapkan pada pencetakan 3D pada tahap tertentu. Dalam hal prototyping, banyak program universitas beralih ke printer. Ada spesialisasi dalam manufaktur aditif yang dapat dicapai melalui arsitektur atau gelar desain industri. Prototipe tercetak juga sangat umum dalam studi seni, animasi, dan mode. Jenis Teknologi dan Proses Pencetakan 3D American Society for Testing and Materials (ASTM), mengembangkan seperangkat standar yang mengklasifikasikan proses manufaktur aditif ke dalam 7 kategori. Ini adalah:
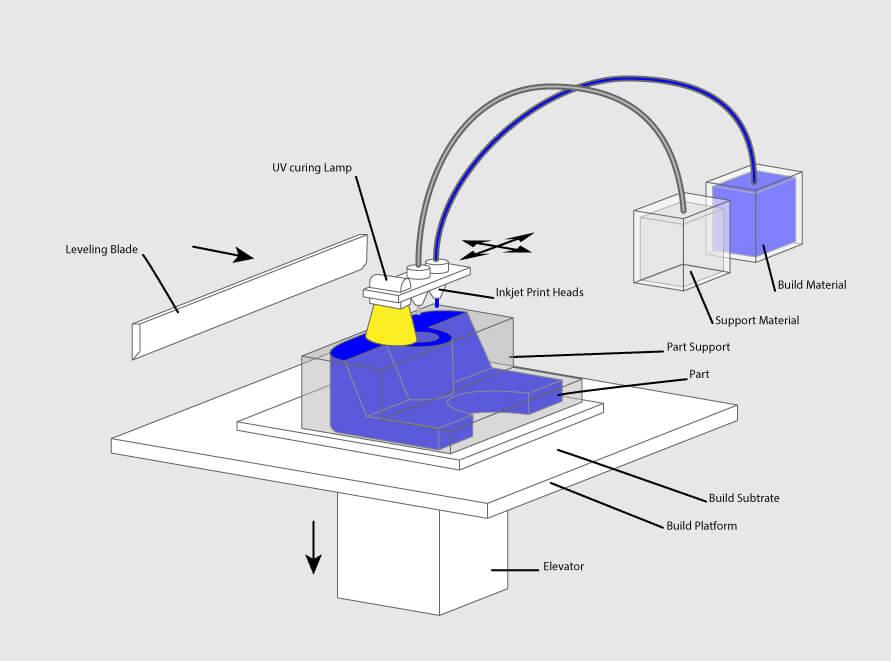
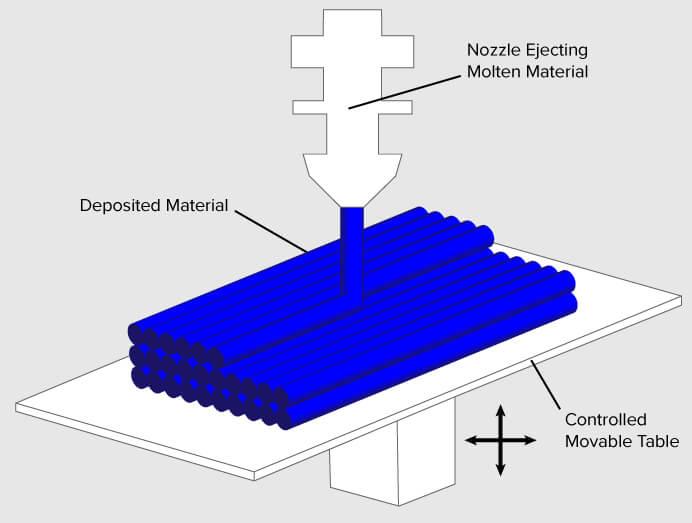
Vat PhotopolymerisationPrinter 3D berdasarkan metode Vat Photopolymerisation memiliki wadah yang diisi dengan resin photopolymer. Resin dikeraskan dengan sumber sinar UV. Vat photopolymerisation schematics. Image source: lboro.ac.uk Stereolitografi (SLA) SLA ditemukan pada tahun 1986 oleh Charles Hull, yang juga pada saat itu mendirikan perusahaan, Sistem 3D . Stereolitografi menggunakan tong resin photopolymer cair yang dapat disembuhkan dan laser ultraviolet untuk membangun lapisan objek satu per satu. Untuk setiap lapisan, sinar laser menelusuri penampang pola bagian pada permukaan resin cair. Paparan sinar laser ultraviolet menyembuhkan dan memperkuat pola yang dilacak pada resin dan menggabungkannya ke lapisan di bawahnya. Setelah pola dilacak, platform elevator SLA turun dengan jarak yang sama dengan ketebalan lapisan tunggal, biasanya 0,05 mm hingga 0,15 mm (0,002? hingga 0,006?). Kemudian, bilah berisi resin menyapu bagian melintang bagian, melapisinya kembali dengan bahan baru. Pada permukaan cairan baru ini, pola lapisan berikutnya dilacak, bergabung dengan lapisan sebelumnya. Tergantung pada objek & orientasi cetak, SLA sering membutuhkan penggunaan struktur pendukung. Pemrosesan Cahaya Digital (DLP) DLP atau Digital Light Processing mengacu pada metode pencetakan yang menggunakan polimer cahaya dan fotosensitif. Meskipun sangat mirip dengan SLA, perbedaan utamanya adalah sumber cahayanya. DLP menggunakan sumber cahaya lain seperti lampu busur. DLP relatif cepat dibandingkan dengan teknologi pencetakan 3D lainnya. Produksi Antarmuka Cairan Berkelanjutan (CLIP) Salah satu proses tercepat menggunakan Vat Photopolymerisation disebut CLIP, kependekan dari Continuous Liquid Interface Production , yang dikembangkan oleh Carbon. Sintesis Cahaya Digital Inti dari proses CLIP adalah teknologi Digital Light Synthesis . Dalam teknologi ini, cahaya dari mesin lampu LED kinerja tinggi kustom memproyeksikan urutan gambar UV yang memperlihatkan penampang bagian cetakan 3D yang menyebabkan resin yang dapat disembuhkan UV untuk menyembuhkan sebagian dengan cara yang dikontrol dengan tepat. Oksigen melewati jendela permeabel oksigen yang menciptakan antarmuka cairan tipis dari resin yang tidak diawetkan antara jendela dan bagian yang dicetak yang dikenal sebagai zona mati. Zona mati setipis sepuluh mikron. Di dalam zona mati, oksigen menghalangi cahaya untuk menyembuhkan resin yang terletak paling dekat dengan jendela sehingga memungkinkan aliran cairan terus menerus di bawah bagian yang dicetak. Tepat di atas zona mati, sinar UV yang diproyeksikan ke atas menyebabkan kaskade seperti pengerasan bagian. Mencetak hanya dengan perangkat keras Carbon saja tidak memungkinkan properti penggunaan akhir dengan aplikasi dunia nyata. Setelah cahaya membentuk bagian tersebut, proses curing kedua yang dapat diprogram mencapai sifat mekanik yang diinginkan dengan memanggang bagian yang dicetak 3d dalam penangas termal atau oven. Perawatan termal terprogram mengatur sifat mekanik dengan memicu reaksi kimia sekunder yang menyebabkan bahan menguat mencapai sifat akhir yang diinginkan. Komponen yang dicetak dengan teknologi Carbon setara dengan bagian cetakan injeksi. Sintesis Cahaya Digital menghasilkan sifat mekanik yang konsisten dan dapat diprediksi, menciptakan bagian yang benar-benar isotropik. Pengaliran Bahan Dalam proses ini, bahan diterapkan dalam tetesan melalui nosel berdiameter kecil, mirip dengan cara kerja printer kertas inkjet umum, tetapi diterapkan lapis demi lapis ke platform pembuatan dan kemudian dikeraskan dengan sinar UV. Material Jetting schematics. Image source: custompartnet.com Material JettingDengan binder jetting, dua bahan digunakan: bahan dasar bubuk dan bahan pengikat cair. Di ruang pembuatan, bubuk disebarkan dalam lapisan yang sama dan pengikat diterapkan melalui nozel jet yang "merekatkan" partikel bubuk dalam bentuk yang diinginkan. Setelah pencetakan selesai, sisa bubuk dibersihkan yang seringkali dapat digunakan kembali untuk mencetak objek berikutnya. Teknologi ini pertama kali dikembangkan di Massachusetts Institute of Technology pada tahun 1993. Binder Jetting schematics Material ExtrusionPemodelan Deposisi Fused (FDM) FDM schematics (Image credit: Wikipedia, made by user Zureks) FDM bekerja menggunakan filamen plastik yang dilepaskan dari gulungan dan disuplai ke nosel ekstrusi yang dapat menghidupkan dan mematikan aliran. Nosel dipanaskan untuk melelehkan material dan dapat dipindahkan ke arah horizontal dan vertikal dengan mekanisme yang dikontrol secara numerik. Objek diproduksi dengan mengekstrusi bahan yang meleleh untuk membentuk lapisan saat bahan mengeras segera setelah ekstrusi dari nosel. FDM ditemukan oleh Scott Crump di akhir 80-an. Setelah mematenkan teknologi ini ia memulai perusahaan Stratasys pada tahun 1988. Istilah Fused Deposition Modeling dan singkatannya menjadi FDM adalah merek dagang dari Stratasys Inc. Fabrikasi Filamen Fused (FFF) Istilah yang persis sama, Fused Filament Fabrication (FFF), diciptakan oleh anggota proyek RepRap untuk memberikan frasa yang tidak dibatasi secara hukum dalam penggunaannya. Powder Bed FusionSintering Laser Selektif (SLS) SLS menggunakan laser berdaya tinggi untuk menggabungkan partikel kecil bubuk menjadi massa yang memiliki bentuk tiga dimensi yang diinginkan. Laser secara selektif memadukan bubuk dengan terlebih dahulu memindai penampang (atau lapisan) pada permukaan tempat tidur bubuk. Setelah setiap penampang dipindai, lapisan serbuk diturunkan dengan satu ketebalan lapisan. Kemudian lapisan bahan baru diterapkan di atas dan proses ini diulang sampai objek selesai. SLS schematics (Image credit: Wikipedia from user Materialgeeza) Multi Jet Fusion (MJF) Teknologi Multi Jet Fusion dikembangkan oleh Hewlett Packard dan bekerja dengan lengan penyapu yang menyimpan lapisan bubuk dan kemudian lengan lain yang dilengkapi dengan inkjet yang secara selektif menerapkan bahan pengikat di atas bahan. Inkjet juga menyimpan bahan perinci di sekitar binder untuk memastikan dimensi yang presisi dan permukaan yang halus. Akhirnya, lapisan terkena ledakan energi panas yang menyebabkan agen bereaksi. Sintering Laser Logam Langsung (DMLS) DMLS pada dasarnya sama dengan SLS, tetapi menggunakan serbuk logam sebagai gantinya. Semua bedak yang tidak terpakai tetap apa adanya dan menjadi struktur pendukung objek tersebut. Bedak yang tidak terpakai dapat digunakan kembali untuk cetakan berikutnya. Karena peningkatan daya laser, DMLS telah berkembang menjadi proses peleburan laser. Baca lebih lanjut tentang itu dan teknologi logam lainnya di halaman ikhtisar teknologi logam kami. Laminasi Lembar Laminasi lembaran melibatkan bahan dalam lembaran yang diikat bersama dengan kekuatan eksternal. Lembaran dapat berupa logam, kertas atau bentuk polimer. Lembaran logam dilas bersama dengan pengelasan ultrasonik berlapis-lapis dan kemudian CNC digiling menjadi bentuk yang tepat. Lembaran kertas juga dapat digunakan, tetapi mereka direkatkan dengan lem perekat dan dipotong sesuai bentuknya dengan pisau yang presisi. Simplified schematics of ultrasonic sheet metal process (Image credit: Wikipedia from user Mmrjf3) Deposisi Energi Terarah Proses ini banyak digunakan dalam industri logam dan dalam aplikasi manufaktur cepat. Peralatan pencetakan 3D biasanya melekat pada lengan robot multi-sumbu dan terdiri dari nosel yang menyimpan bubuk logam atau kawat di permukaan dan sumber energi (laser, berkas elektron, atau busur plasma) yang melelehkannya, membentuk benda padat. Directed Energy Deposition with metal powder and laser melting (Image credit: Merlin project) Bahan Beberapa bahan dapat digunakan dalam pembuatan aditif: plastik, logam, beton, keramik, kertas dan bahan makanan tertentu (misalnya cokelat). Bahan sering diproduksi dalam bahan baku kawat alias filamen, bentuk bubuk atau resin cair. |